مخراج کاری یا گوهر نشانی: از گذشته که انسان به استفاده از زیورآلات متعدد روی اورد، استفاده از سنگ های قیمتی نیز رایج شد. این سنگ ها به روش و تکنیکی برای امن ماندن در جای خود نیاز داشتند و این گونه بود که مخراج کاری یا گوهر نشانی به وجود آمد و به مرور استایل های مخراجی متعددی باب شدند و برای هر کدام ابزار ها و تکنیک های خاصی نیاز است.
مخراج کاری یا گوهر نشانی: از گذشته که انسان به استفاده از زیورآلات متعدد روی اورد، استفاده از سنگ های قیمتی نیز رایج شد. این سنگ ها به روش و تکنیکی برای امن ماندن در جای خود نیاز داشتند و این گونه بود که مخراج کاری یا گوهر نشانی به وجود آمد و به مرور استایل های مخراجی متعددی باب شدند و برای هر کدام ابزار ها و تکنیک های خاصی نیاز است.
در ادامه به خلاصه ای از انواع روش های مخراجی ذکر شده در این مقاله می پردازیم، برای شروع به مخراجی کشویی میپردازیم که در آن مخراج کار برای مهار سنگ از دودیواره استفاده می کند. مخراج کاری به روش چنگ یکی از محبوب ترین استایل ها برای مهار یک سنگ بزرگ است که چهار یا شش چنگ به فرم یک چهار ضلعی و یا شش ضلعی سنگی را در در جای خود محکم می کنند. Bezel setting قدیمی ترین روش گوهر نشانی است که به روش دیواره شهرت دارد. مخراجی کاسه ای به روشی گفته می شود که سنگ ها روی سطحی پخش می شوند و بعد مخراج کار به وسیله ی ابزاری به نام Burnisher دور سنگ را با لایه ای از طلا می پوشاند تا در جای خود محکم شود. به روش مخراجی ای که در آن گروهی از سنگ های گرد و با سایز کوچک در کنار هم قرار می گیردند و فرمی لانه زنبوری ایجاد می کنند که به این روش مخراجی جوشیده گفته می شود.
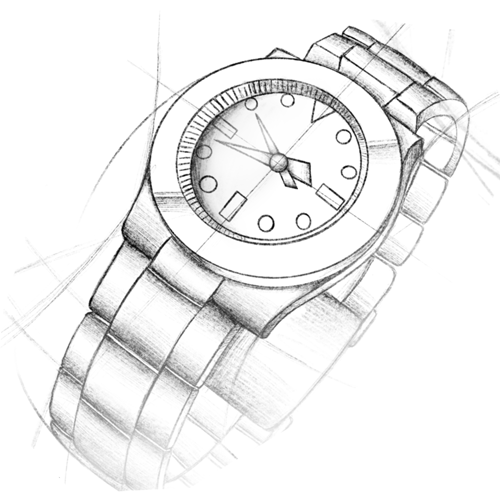
مخراج کاری ریلی یا کشویی “Channel Setting”
منبع: کتاب طراحی طلا و جواهر با رایانه جلد 2 صفحه 360
در مخراج کاری ریلی، سنگ ها به وسیله دیوارهای دو طرف محافظت و مهار می شوند؛ پس دیواره های دو طرف که نقش اصلی در نگه داشتن سنگ ها را دارند باید از نظر فنی ضخامت لازم را داشته باشند. حداقل ضخامت دیواره های بیرونی ریل برای این روش مخراجی 0.80 میلیمتر می باشد. هرچقدر اندازه ی سنگ ها بزرگ تر باشد، ضخامت دیواره های دو طرف نیز باید بیشتر باشد تا بتواند سنگ ها را محکم در جای خود نگه دارد. در این روش مخراج کار سنگ ها را یکی یکی در درون ریل جا گذاری کرده و سپس دیواره های دو طرف را بر روی سنگ می کوبد تا سنگ ها بین دو دیواره گیر کنند و محکم شوند.
در روش مخراج کاری کشویی همیشه مقداری از سنگ ها به زیر طلا می رود و سنگ ها را کمی کوچک تر از اندازه واقعی شان نشان می دهد. در این روش فاصله بین سنگ ها صفر می باشد و نباید هیچ گونه درز و شکافی بین سنگ ها باشد. این روش از مخراج کاری بیشتر برای سنگ های (باگت ) Baguette ( پرنسس ) Princess Cut ( و گرد Round Cut ( استفاده می شود.
در مخراج کاری به روش Channel Setting مخراج کار برای نشاندن و سوار کردن سنگ ها بر روی هر کدام از دیواره های دو طرف یک شیار باریک که و یا “لبه فارسی” سنگ ها اصطلاحا “گاه” نامیده می شود، در راستای Girdle ایجاد می کند تا تمام سنگ ها به صورت مرتب و در یک ردیف سوار شوند. این کار را می توان در نرم افزار و به صورت بسیار دقیق تر انجام داد تا هم پروسه ی مخراجی دقیق تر و سریع تر انجام شود و هم سنگ ها به صورت کاملاً مرتب و منظم در جای خود قرار گیرند. برای سنگ های گرد این کار به صورت تک تک انجام می شود تا سنگ ها دقیقاً در جای تعیین شده خودشان بنشینند.
دوره پیشنهادی: دوره گوهرشناسی کاربردی
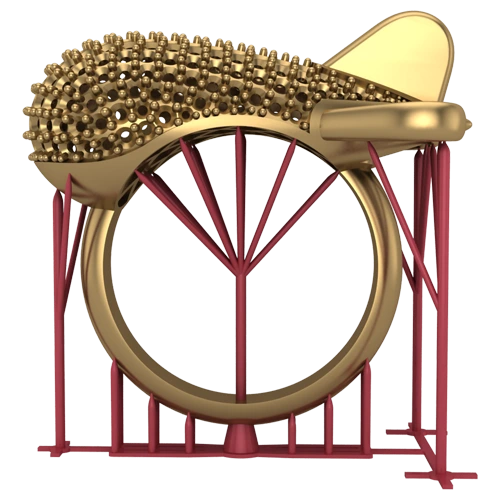
مخراج کاری گوارسه و چنگ
Granite Setting” ، “Mellee setting” و “Bead Setting”
منبع: کتاب طراحی طلا و جواهر با رایانه جلد 2 صفحه 361
این روش یکی از پرکاربردترین روش های گوهرنشانی برای سنگ های گرد و عموماً سایز کوچک و متوسط می باشد. در این روش سنگ ها به وسیله استوانه های ریزی که از این به بعد “گوارسه” یا “چنگ” می نامیم، مهار و نگه داشته می شوند. اصطلاح انگلیسی چنگ یا گوارسه ” Prong ” یا Baedمی باشد.
2 روش رایج برای مخراجی سنگ ها وجود دارد:
قلم خور:
مخراج کار چنگ ها را با استفاده از قلم هایی مثل “انگلا” یا “چابله” به صورت گوارسه های ریز )نیش( از روی سطح طلا بیرون می کشد و بر روی سنگ ها می خواباند. ضخامت طلای زیر سنگ ها در این روش باید حداقل 1.00 میلیمتر و یا بین 60 تا 70 درصد قطر سنگ باشد تا مخراج کار بتواند گوارسه ها را از سطح طلا در بیاورد. برای طراحی این سبک طراح فقط باید سوراخ های زیر سنگ را در کامپیوتر ایجاد کند و بقیه ی کار را مخراج کار انجام می دهد.


چنگ از خود :
چنگ ها به صورت آماده در حین طراحی ایجاد می شوند و بعد از ساخت توسط مخراج کار بر روی سنگ ها خوابانده می شوند. از مزایای این روش می توان به تسریع در پروسه مخراج کاری و کاهش کسر طلا در هنگام مخراج کاری اشاره کرد.در این روش ظرافت و دقت بیشتری وجود دارد و در نتیجه کیفیت کار نهایی بالاتر می رود. امروزه در دنیا این روش کاربرد بسیار بیشتری از روش قلم خور دارد.
بدون دیواره :
در این حالت یک ردیف از سنگ ها بر روی یک تسمه باریک از طلا قرار می گیرد که عرض تسمه دقیقاً اندازه قطر سنگ و یا کمی پهن تر می باشد. اندازه ی عرض تسمه را می توان به اندازه ی 0.05 تا 0.10 میلیمتر بیشتر از اندازه ی سنگ در نظر گرفت، این اندازه در حین پروسه ی ساخت (پرداخت کاری – پوست کاری) از بین می رود.

مخراج کاری به روش چنگ (Prong (claw) setting)
منبع: کتاب طراحی طلا و جواهر با رایانه جلد 2 صفحه 366
این روش از گوهرنشانی یکی از پرکاربردترین و محبوب ترین روش های مخراج کاری برای سنگ های درشت، سنگ های رنگی قیمتی و نیمه قیمتی و انگشترهای Solitaire می باشد. در این روش مخراج کار سنگ ها را با تعداد حداقل دو چنگ بزرگ مهار می کند. به طوری که چنگ ها را بر روی سنگ به صورت کاملاً نرم خوابانده و محکم می کند. تعداد چنگ ها بسته به مسائل فنی و نظر طراح و نوع طرح می تواند از تعداد دو چنگ تا هشت چنگ متغییر باشد.
پرکاربردترین و رایج ترین حالت چهار چنگ و شش چنگ به صورت چهار ضلعی و شش ضلعی می باشد که توسط Tiffany در سال 1886 ابداع شد و رواج یافت. در برخی مدل ها از هشت چنگ به صورت چهار جفت چنگ دوقلو استفاده می شود که استحکام سنگ را در جای خود بیشتر می کند.
معمولاً یک مفتول به صورت یک کمربند که اصطلاحاً Rail یا گالری نامیده می شود زیر سنگ قرار می گیرد تا آن را نگه دارد. در اغلب موارد به خاطر ارتفاع زیاد سندانچه یا Pavilion سنگ و استحکام پایه چنگ ها، دو ردیف از کمربند زیر سنگ به صورت دو طبقه ایجاد می گردد.
سنگی که به وسیله این روش از گوهرنشانی مهار شود به خاطر دریافت نور از تمام جهات، حداکثر درخشش و دید را خواهد داشت.
اگر یکی از چنگ ها به دلیلی آسیب ببیند و یا شکسته شود ممکن است سنگ نیز از کار جدا شده و یا شکسته شود. شکل سطح مقطع چنگ ها را می توان بسته به نظر طراح، برای زیبایی بیشتر تغییر داد. شکل پروفایل می تواند دایره، مربع، مثلث و یا اشکال فانتزی و ترکیبی دیگر باشد.
با کم کردن جای سنگ Gem Cutter از پایه چنگ ها می توان نک یا شکاف را بر روی چنگ ها ایجاد کرد که این امر کمک شایانی به پروسه ی مخراج کاری می کند و باعث بالا رفتن سرعت و دقت در مخراجی می گردد.
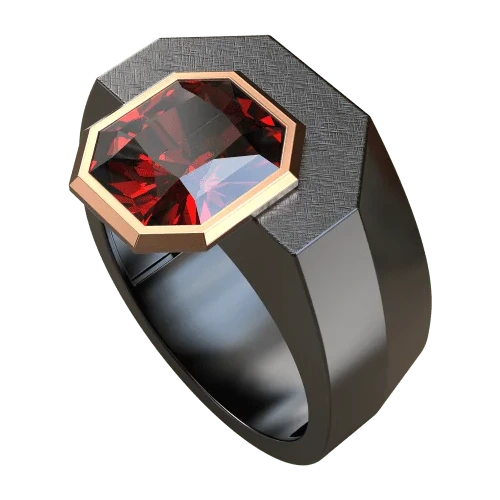
مخراج کاری به روش دیواره (Bezel Setting)
منبع: کتاب طراحی طلا و جواهر با رایانه جلد 2 صفحه 367
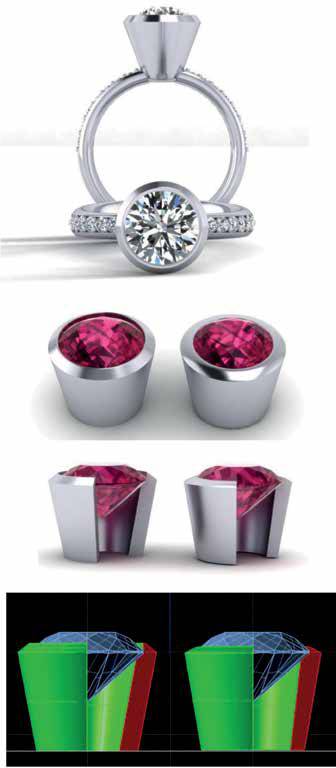
این روش از مخراج کاری که در ایران به روش مخراجی “دیواره” معروف است یکی از قدیمی ترین روش های مخراج کاری می باشد و می توان با استفاده از آن سنگ های عموماً درشت را به صورت تکی مخراجی کرد. در این روش سنگ موردنظر به وسیله دیواره ای که دور تا دور آن را پوشانده است نگه داری و مهار می شود. مخراج کار با ابزاری به نام “خوشه” دور تا دور دیواره را بر روی سنگ می کوبد تا سنگ مهار شود. این روش یکی از امن ترین روش های مخراجی می باشد و سنگ مخراجی شده به هیچ عنوان از کار بیرون نمی آید. به دلیل وجود یک دیواره نسبتاً ضخیم دور تا دور سنگ، این روش برای طراحی یک کار با وزن سبک مناسب نمی باشد و می توان به جای Bezel Setting از روش Prong setting که در این نرم افزار با دستور Head Builder اجرا می شود، استفاده کرد.
همچنین اندازه سنگ پس از مخراجی به روش Bezel کوچک تر از اندازه واقعی دیده می شود، به خاطر اینکه دور تا دور سنگ را یک نوار باریک طلا می پوشاند و نمای سنگ را کمتر می کند.
ضخامت دیواره Bezel ارتباط مستقیم با سایز و قطر سنگ دارد. هر چه قطر سنگ بیشتر باشد ضخامت دیواره نیز باید بیشتر باشد تا توانایی مهار کردن و نگه داشتن سنگ را داشته باشد.
حداقل ضخامت دیواره Bezel را می توان 0.60 میلیمتر برای سنگ های کوچک با سایز 2.2 تا 3 میلیمتر ) 4 تا 10 سوتی ( در نظر گرفت. برای سنگ های درشت تر ضخامت دیواره باید حداقل 0.80 میلیمتر و یا بیشتر باشد. در این نرم افزار برای طراحی یک دیواره یا Bezel برای یک سنگ از دستور Bezel Builder استفاده می کنیم که دستور بسیار پرکاربردی می باشد.
مخراج کاری به روش کاسه ای (Flush Setting) یا ” Gipsy Setting ” یا ” “Burnish setting “
منبع: کتاب طراحی طلا و جواهر با رایانه جلد 2 صفحه 368
در این روش از گوهرنشانی، سنگ ها به صورت مجزا و تک تک، که بر روی یک سطح پخش شده اند، مخراجی می شود. در این روش از مخراجی، سنگ مورد نظر به صورت کامل در درون سطح فلز فرو می رود به طوری که سطح Table یا تاج یک سنگ باید با سطح طلا و یا فلز هم سطح یا به اندازه خیلی کم بالاتر از سطح کار باشد.
مخراج کار یا Setter با استفاده از ابزاری به نام Burnisher که در ایران به “فیسقول” معروف است دور تا دور سنگ را با لایه ای نازک از طلا می پوشاند که باعث مهار شدن و محکم شدن سنگ می شود. روش دیگری که در مخراجی به سبک Flush Setting مورد استفاده قرار می گیرد، در آوردن چهار چنگ کوچک یا Claws که اصطلاحا “نیش” هم گفته می شود از دیواره ی طلای دور سنگ توسط مخراج کار می باشد که بر روی سنگ مورد نظر فشرده می شوند تا سنگ در جای خود محکم شود.
Flush Setting عموماً برای سنگ های گرد که به صورت تک تک بر روی یک سطح پخش شده اند اجرا می شود. در این روش پس از مخراج کاری، به دلیل آمدن طلا به دور تا دور سنگ، سنگ ها مقدار کمی کوچک تر از اندازه واقعی خود دیده می شوند.
ضخامت طلای زیر سنگی که می خواهد به روش کاسه ای یا Flush setting سوار شود باید کمی بیشتر از روش های دیگر باشد. اندازه ی ضخامت مناسب بستگی به سایز سنگ یا سنگ های مورد استفاده دارد، ولی همیشه باید از Culet یا نوک سندانچه سنگ تا سطح زیر کار، حد اقل 0.30 میلیمتر فاصله وجود داشته باشد تا تیزی نوک سنگ از زیر کار به بیرون نزند و باعث آسیب رساندن به انگشت نشود.
کمترین ضخامت طلای زیر سنگ باید % 65 تا % 70 قطر سنگ باشد، به عنوان مثال اگر قطر سنگ 2 میلیمتر باشد ضخامت طلای زیر سنگ باید حداقل 1.3 تا 1.4 میلیمتر باشد.
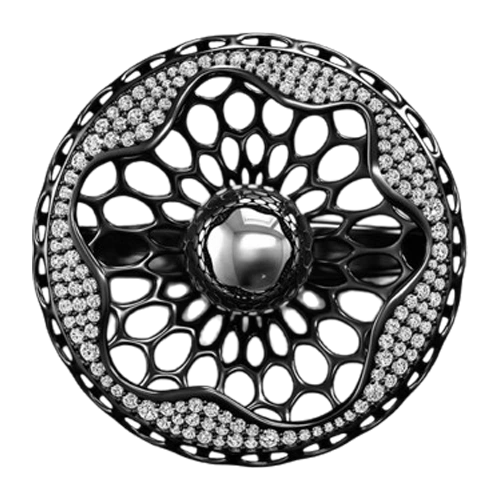
مخراج کاری به روش جوشیده (Pavé Setting)
منبع: کتاب طراحی طلا و جواهر با رایانه جلد 2 صفحه 370
در این روش از مخراج کاری گروهی از سنگ های گرد با سایز کوچک به صورت دسته جمعی و کنار هم قرار می گیرند به صورتی که دور هر سنگ شش سنگ دیگر قرار می گیرد و شکلی شبیه به لانه زنبور به خود می گیرد. اصطلاح Pavé )پا – وی( که در زبان فرانسه به معنی سنگ فرش می باشد .به این دلیل برای این روش از چیدمان سنگ باب شده است که سنگ های گرد بر روی یک سطح مثل سنگ فرش خیابان گسترانیده شده و تمام سطح پوشیده از سنگ می شود.
حداکثر سایز سنگ های گرد در این روش سه میلیمتر معادل سنگ 10 سوتی می باشد. در سبک Pavé Setting به طور کلاسیک سعی می شود از یک سایز سنگ در چیدمان سنگ ها استفاده شود. ولی امروزه انواع مدل های بسیاری که در آن سایز سنگ ها بسیار متنوع می باشد نیز استفاده می شود.
دو روش رایج برای مخراجی سنگ ها وجود دارد:
قلم خور: چنگ ها را مخراج کار به صورت گوارسه های ریز)نیش( از روی سطح طلا بیرون می کشد و بر روی سنگ ها می خواباند. ضخامت طلای زیر سنگ ها در این روش باید حداقل 1.00 میلیمتر و یا بین 60 تا 70 درصد قطر سنگ باشد تا مخراج کار بتواند گوارسه ها را از سطح طلا در بیاورد.
چنگ از خود: چنگ ها به صورت آماده در حین طراحی ایجاد می شوند و بعد از ساخت توسط مخراج کار بر روی سنگ ها خوابانده می شوند. از مزایای این روش می توان به تسریع در پروسه مخراج کاری و کاهش کسر طلا در هنگام مخراج کاری اشاره کرد.در این روش ظرافت و دقت بیشتری وجود دارد و در نتیجه کیفیت کار نهایی بالاتر می رود. به صورت تکنیکی و در طراحی طلا و جواهر با کامپیوتر در اکثر کارهای جوشیده، چنگ ها در حین طراحی و با استفاده از ابزار دقیقی که نرم افزار کامپیوتری در اختیار طراح قرار می دهد با سرعت و دقت بیشتری انجام می شود و در نتیجه سرعت و دقت مخراج کاری و کیفیت نهایی کار بالاتر می رود.